Основные дефекты хромовых покрытий

Соблюдение режима электролиза и своевременное корректирование электролита служат залогом получения доброкачественного хромового покрытия. Низкое качество подготовки поверхности перед покрытием и отступления от установленной технологии являются основными причинами возникновения дефектов. Дефекты покрытий.
Вид дефекта. Причины возникновения и способы устранения.
Отслаивание покрытия
1. Плохая механическая или химическая подготовка поверхности изделия перед покрытием.
2. Деталь перед хромированием недостаточно прогрелась в электролите. Резко снизилась температура электролита, например вследствие добавления холодной воды во время электролиза. Резко увеличилась плотность тока.
3. Перерыв тока в процессе хромирования.
Отслаивание хрома вместе с подслоем никеля
1. Недостаточное сцепление никеля с основным металлом детали; неправильный pH никелевого электролита.
2. Темные с коричневым оттенком и “пригаром” (частой сыпью) покрытия
3. Недостаточное содержание серной кислоты: отношение CrO3/H2SO4 около 200 и более
4. Серые с равномерной сыпью покрытия.
5. Кроющая способность электролита снизилась.
6. Высокое содержание в электролите трехвалентного хрома.
7. Сильное загрязнение электролита железом или медью.
Отсутствие хрома на углубленных участках поверхности изделия
1. Плохая кроющая способность электролита.
2. Необходимо произвести “толчок тока” перед покрытием.
3. Отсутствие покрытия на отдельных участках поверхности изделия
4. Экранирование участка поверхности изделия другим изделием на той же подвеске или соседней подвеской.
5. Шелушение покрытия или отложение очень тонкого слоя хрома наряду с образованием грубых толстых осадков на неизолированных участках подвески
6. Неудовлетворительный контакт между деталью и подвеской.
Отсутствие хромового покрытия вокруг отверстий
1. Не произведена зачеканка отверстий свинцом
2. Серое покрытие с сильно шероховатой поверхностью
3. Значительная пористость основного металла
4. Большое количество мелких точечных углублений
5. Неправильное положение детали в ванне, препятствующее быстрому удалению пузырьков водорода с некоторых участков поверхности
6. Серое покрытие на нижней части детали
7. Малое расстояние между нижней частью детали и дном ванны.
8. Нормальное расстояние между деталью и дном ванны должно составлять не менее 70-100 мм.
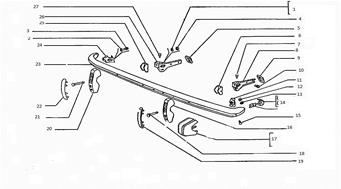
1- Шайба стопорная; 2,13- шайба; 3,10- болт с зубчатым буртиком; 4,12- гайка; 5,9- уплотнитель; 6- распорка крепления бампера; 7- буфер кронштейна; 8- кронштейн левый; 11- распорка; 14- облицовка; 15,18,21- болт крепления бампера; 16,20- накладка бампера; 17- буфер; 19- буфер бампера
Расчет производительной программы по эксплуатации
Производительная программа по эксплуатации разрабатывается в виде табл. 2.2 Таблица 2.2 Производительная программа по эксплуатации № п/п Показатели Марки автомобилей В целом по АТП 1 2 3 4 1 Среднесписочное количество автомобилей, Асп, ед. Асп АспАТП = 19 2 Грузоподъемность, т: одного автомобиля, q ...
Определение тарифа и затрат на перевозку железнодорожным транспортом по маршруту
Гомель – Брянск
Стоимость перевозки по железной дороге зависит от рода груза, веса груза, расстояния перевозки, рода подвижного состава (универсальный подвижной состав, специальный подвижной состав, контейнер). При отправлении груза за пределы Белорусской дороги отправитель оплачивает провозные платежи за территор ...
Описание модели конструкции
Модель автомобиля формируется в программном комплексе AutoSea 2 из простейших геометрических элементов. Модель строится по цепочке: "узлы-пластины-объемы". Модель автомобиля проектируется согласно приведенным на Рис.1
размерам. Конструкция автомобиля разбивается на 7 объемов: капот, перед ...