Способы восстановления и комплектовки деталей

Ремонт изношенных сопряженных деталей автомобиля можно осуществлять восстановлением начальной посадки изменением размеров деталей или восстановлением размеров деталей до их начального (номинального) значения (рис. 1).
При первом способе используют детали ремонтных размеров, при втором на изношенную поверхность детали наносят слой металла, а затем обрабатывают поверхность под номинальный размер. Нанесение слоя металла возможно наплавкой, гальваническим способом и металлизацией расплавленным металлом. На АТП применяют наплавку — под флюсом, в среде защитных газов, вибродуговую и плазменнодуговую. Из способов восстановления деталей гальваническими покрытиями наиболее распространены хромирование и осталивание, а также дуговая металлизация. Восстановление начальных размеров и посадки некоторых деталей возможно раздачей, осадкой и обжатием.
Для устранения механических повреждений деталей применяют различные виды сварки, пайки, давления, металлизации и слесарной обработки. Коррозионные повреждения устраняют механическим или слесарно-механическим способом (шлифованием, зачисткой и др.).
Работоспособность и долговечность сборочных единиц автомобиля в большой степени зависят от зазоров в сопряжениях. Сборка сопряжений с зазором менее минимально допустимого приводит к нарушению масляной пленки, в результате чего происходит повышенный нагрев трущихся деталей и задиры их рабочих поверхностей. Сборка с зазором более максимально допустимого приводит к выдавливанию смазки, увеличению динамической нагрузки и износу рабочих поверхностей деталей. Следовательно, зазор между сопряженными деталями должен быть выдержан в полном соответствии с техническими условиями на контроль-сортировку и ремонт деталей.
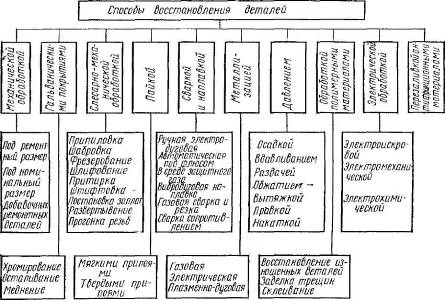
Рис. 1. Классификация способов восстановления деталей автомобиля.
При ремонте автомобилей в процессе сборки используют детали с номинальными размерами, ремонтными размерами и допустимым износом. Поэтому для обеспечения точности сборки необходимо предварительное комплектование, т. е. подбор сопрягаемых деталей по размерам, а некоторых (поршней в двигателе) и по массе. В ряде случаев комплектование сопровождается слесарно-пригоночными операциями, носящими характер частичной сборки. На крупных АТП применяют селективный подбор сопрягаемых деталей. При этом способе комплектования разбивают поле допусков сопрягаемых деталей на несколько равных частей и подбирают детали в пределах одинаковой группы.
Вентиляция и отопление
В соответствии с СНиП 41-01-2003 все производственные и вспомогательные помещения цеха вентилируются. Естественная вентиляция во всех отделениях цеха, осуществляется через оконные проемы. Кроме естественной вентиляции в цехе предусматривается приточная и вытяжная вентиляция [19]. Вентиляция позволя ...
Описание технологии подготовки вагонов к перевозкам
Пункты подготовки вагонов к перевозкам специализированы на подготовке к перевозкам определенного типа подвижного состава: полувагоны и платформы, крытых и изотермических вагонов, цистерн и битумных полувагонов. Размечают ППВ на станциях массовой погрузки, выгрузки грузов и формирования порожних мар ...
Степень подвижности механизма
Степень подвижности механизма W определяется по формуле Чебышева: , где - число подвижных звеньев; - число кинематических пар V класса; - число кинематических пар IV класса. В данном механизме в результате проведенного выше исследования получено ; ; . Определяем степень подвижности механизма: т. е. ...