Назначение, классификация и принцип действия автоматических швартовных лебедок

Автоматические швартовные лебедки необходимы для поддержания заданного уровня швартовного режима судна при необходимой безопасности стоянки и сохранности швартовных концов. Заметное изменение координат клюзов под действием внешних сил действует на изменение угла заводки швартовных канатов, следовательно АШЛ переходит в новый режим работы.
В настоящее время не существует единого подхода к установлению оптимального режима или программы для АШЛ, т.к. условия работы АШЛ в каждом конкретном случае индивидуальны.
Поэтому общепринятым понятием для автоматизации автоматических швартовных лебедок является стабилизация натяжения швартовных концов на необходимом заданном уровне. АШЛ автоматически при увеличении натяжения на канате стравливает его или подбирает слабину при изменении натяжения.
Особенностью механизма лебедки как системы авторегулирования заключается в натяжении (ослаблении) швартовного каната, это является возмущающим фактором и регулируемым параметром АШЛ.
По отношению к другим обобщенным координатам судна система остается разомкнутой, это является ее существенным недостатком.
Не только ветер, течение или волновые воздействия влияют на изменение угла заводки швартовных канатов. Возмущающим фактором для этого могут служить и погрузочно – разгрузочные работы, при проведении которых могут заметно меняться координаты клюзов, а также шлюзование или стоянка судна в условиях приливов и отливов, которые могут достигать широких пределов. Например при погрузочно – разгрузочных работах танкере вертикальное перемещение клюза может изменяться в пределах от 0,7 до 1 м/мин, а при шлюзование 0,5 – 1 м/мин. В этих условиях АШЛ играют важную роль, т.к. автоматизация процесса швартовки дает возможность высвободить большую часть палубной команды, избавить людей от тяжелого и опасного труда: постоянных перетяжек и нахождения непосредственно у канатов.
Использование АШЛ дает возможность применения стальных тросов, которые более долговечны и надежны в работе, чем синтетические и растительные.
Достаточное количество АШЛ на судне, их постоянная готовность к работе в достаточной мере дает возможность существенно сократить общий объем швартовных операций, уменьшить опасность труда обслуживающего персонала.
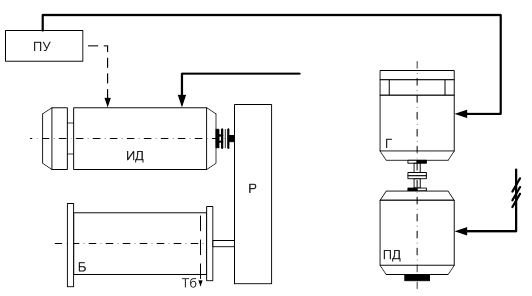
Рис.1.1. Структурная схема.
Например, фирма АСЕА комплектует некоторые системы с двухцепными эсператорами, это предусматривает обслуживание приводов сразу двух лебедок.
Эти системы имеют достаточно высокие технико – экономические показатели по сравнению с другими.
При швартовных операциях ручное управление производится с ПУ (командоаппарата). Сигнал с ПУ поступает на возбуждение генератора (Г) и двигателя (ИД), создает тяговые характеристики лебедки, необходимые для работы. При переходе в автоматический режим, рукоятка ПУ ставится в одно из начальных положений, в зависимости от необходимого натяжения. Состояние равновесия достигается самостоятельно, т.е. если усилие небольшое, то двигатель работает в двигательном режиме, выбирая слабину. Если натяжение увеличилось, то частота вращения ИД (согласно характеристике) падает до полной остановки и стоянки од током. Если начальное натяжение велико, то происходит стравливание каната до выравнивания противодействующих моментов, а ИД работает в режиме противовключения. Для этой группы АШЛ характерно, что частота двигателя является переменной и определяется приведенным моментом на двигателе.
Автоматические швартовные лебедки, используемые на современных морских и речных судах по принципу измерения натяжения (усилия) на швартовном канате можно разделить на две группы:
а) системы с датчиком натяжения;
б) системы без датчиков натяжения.
Одна из групп применяемой на судне системы в целом определяет работу электропривода.
Схема организационной структуры управления
Управление ООО “Мотексавтозапчасти” осуществляется: - собранием учредителей; - директором фирмы. Рис. 2. Схема организационной структуры управления Собрание учредителей. Высшим органом управления ООО “Мотексавтозапчасти” является Собрание учредителей. В исключительную компетенцию Собрания входит: - ...
Планирование маршрутов движения автомобилей
Отличительной особенностью транспорта является то, что затраты по его эксплуатации в расчёте на единицу транспортной работы могут существенно колебаться, в зависимости от уровня использования транспортных средств. При этом, говоря об использовании, например, автомобилей, имеется в виду большое множ ...
Составление схемы международного маршрута
Международные маршруты организуют и эксплуатируют в соответствии с международными конвенциями и договорами. Исходным при разработке маршрута является выбор городов, через которые будет проходить международный маршрут. Данный выбор обусловлен наличие спроса на перевозки, при котором будет обеспечено ...