Производственная система OPТСтраница 4

3. Теория ограничений.
В основе концепции OPT лежит теория ограничений.
Теория ограничений (Theory of Constraints, ТОС)
- разработанная Элияху Голдраттом (Eliyahu Goldratt) универсальная философия управления сложными системами, широко известная и успешно применяемая многими компаниями. Здравый смысл и безупречная логика Теории ограничений перевернули традиционные представления менеджеров об управлении. Благодаря своим внушительным результатам в различных отраслях и сферах деятельности, Теория ограничений все шире воспринимается как самая действенная концепция управления компаниями и целыми цепями поставок.
Теория ограничений рассматривает организацию как целостную систему. В любой системе есть элементы, определяющие ее конечные возможности. Эти элементы называются ограничениями. Системный подход Теории ограничений позволяет их выявить и через управление ими добиться быстрых и устойчивых результатов.
Теория ограничений в действии:
Повышение своевременности выполнения заказов на 43%
Сокращение производственного цикла на 70%Увеличение объемов продаж на 63%
Снижение объема запасов на 49%
Совокупное улучшение финансовых результатов на 73%
Метод "Барабан - буфер - веревка".
Итак, что именно понимается под ограничением? Ограничение -
это то, что мешает системе работать на более высоком уровне. В контексте производства ограничение, или узкое место, - это все то, что не позволяет компании производить столько продукции, сколько ей требуется. Отметим, мы не сказали "производить столько продукции, сколько возможно". Может быть, и не требуется производить столько, сколько возможно, для достижения целей. Ограничивающий ресурс
- это единица оборудования, участок, инструмент, работник или даже устоявшаяся политика предприятия, которые препятствуют большей производительности.
В процессе производства осуществляется несколько этапов, на которых различные сырьевые материалы и комплектующие подвергаются операциям обработки и сборки готового изделия. Каждый этап данного процесса характеризуется своими производственными возможностями, или производственной мощностью. Компании нередко рассматривают каждый этап по отдельности, вместо того чтобы взять весь процесс в целом. Многие предложения по усовершенствованию нацелены на повышение эффективности только одного или нескольких этапов производственного процесса. В сущности, большинство методов оценки эффективности работы организации и ее руководителей основываются на оценке эффективности, или производительности, отдельных этапов процесса. В теории ограничений такой способ мышления считается в корне неверным.
На рисунке 3
показана последовательность этапов производства с указанием мощности каждого участка. Участок сверления является ограничением (узким местом), поскольку именно он сдерживает производительность всей системы. Для более ясного понимания ситуации рассмотрим ее подробнее.
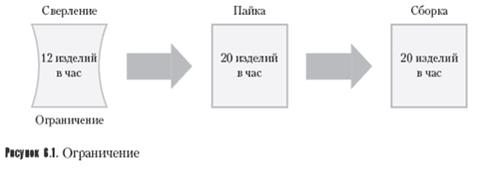
Теория ограничений утверждает, что необходимо рассматривать всю систему в целом и что оптимизация одного этапа процесса необязательно приведет к достижению цели. Многим трудно принять такое положение, однако если вы оглянетесь и подумаете, то найдете в нем смысл. Возьмем пример - простой трехстадийный процесс сверления, пайки и сборки модели XL 10. В данном случае мощности каждого этапа составляют: для процесса сверления - 12 изделий в час (по пять минут на одно изделие), процесса пайки - 20 изделий в час (по три минуты на одно изделие), процесса сборки - также 20 изделий в час.
Максимальная производительность этого трехстадийного процесса составляет 12 изделий в час, то есть равна уровню производительности первой стадии - процесса сверления. Даже если бы существовала возможность удвоить производительность процесса пайки, установив дополнительное оборудование, - об этом не стоит и думать. Увеличение производительности процесса пайки абсолютно не скажется на общей производительности системы. Для увеличения общей производительности необходимо увеличить мощность процесса сверления, поскольку именно эта часть системы характеризуется наименьшей производственной мощностью.
Пожарная безопасность лесовоза
В лесовозе конструктивно объединяются элементы и системы, экстремальные режимы, эксплуатации которых могут быть опасны с точки зрения возникновения загораний и пожаров. Достаточно мощная система электроснабжения, разветвленная электросеть, наличие топливных магистралей, нагрев деталей двигателя и е ...
Определение критериев необходимости расчета полуоси заднего моста
Полуось заднего моста работает только на кручение, поэтому формула определения критерия необходимости расчета на статическую прочность приобретает вид: (1.103) Значения и приведены в таблице 1.25. Как следует из таблицы 55, и , поэтому полуось необходимо рассчитать на статическую прочность, чтобы у ...
Устройство и принцип действия
ультразвуковых парковочных систем
Принцип работы ультразвукового парковочного ассистента основан на ультразвуке. Именно этим обусловлена дистанция, на которой препятствия определяются с наибольшей точностью. Диапазон расстояния составляет 0,2-2,5 м.[4] Датчик сначала излучает ультразвуковые волны, затем переключается на прием, чтоб ...