Производственная система OPТСтраница 2

Большинство систем управления производством принадлежат в настоящее время к выталкивающим, и чем крупнее такая система, тем характернее становится для нее следующее:
При резких изменениях спроса или задержках в процессе изготовления практически невозможно перепланировать производство для каждой его стадии. Следствием этого являются избыточные запасы или даже затоваривание.
Управленческому персоналу очень трудно детально разобраться во всех ситуациях, связанных с нормами выработки и параметрами материальных запасов. Следовательно, производственный план должен предусматривать создание избыточных страховых запасов.
Любые оперативные, срочные изменения размера партий выпускаемых изделий, а также продолжительность производственно-логистических операций вызывают большие осложнения, поскольку рассчитать в деталях оптимальные производственные планы очень трудно.
"Вытягивающая" (тянущая) система была задумана, как средство решения подобных проблем. Добиться этого можно, если будут созданы условия простого и надежного обеспечения подачи изделий точно в сроки, соответствующие необходимости их поступления на следующий участок.
Тянущая система -
это такая организация движения МП, при которой МР подаются ("вытягиваются") на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения МП отсутствует. Размещение заказов на пополнение запасов МР или ГП происходит, когда их количество достигает критического уровня.
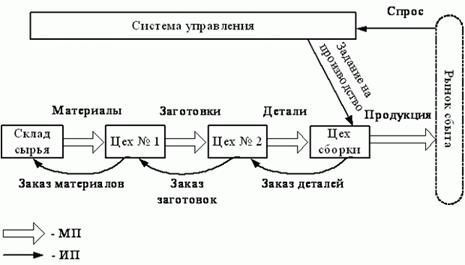
Рис.2.
Принципиальная схема тянущей системы
Тянущая система основана на "вытягивании" продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. Т.е. когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос.
В данном случае жесткий график отсутствует, поскольку лишь на сборочном конвейере становится точно известно требуемое для изготовления одного изделия число необходимых узлов и комплектующих, а также время их производства. Именно с этой линии на предшествующие участки направляется тара за деталями нужной номенклатуры. Детали, взятые на предшествующем участке, вновь производятся, и их количество восполняется. И так по всей линии. Необходимые детали или материалы каждый участок "вытягивает" с предшествующего. Таким образом, нет необходимости в течение месяца составлять производственные графики одновременно для всех технологических стадий. Только на сборочном конвейере осуществляются изменения графика работы. В процессе функционирования данной системы центр управления не вмешивается в передачу материального потока по действующей логистической цепи. Он не устанавливает для соответствующих звеньев текущие производственные задания. Производственная программа каждого предыдущего технологического звена задается параметрами заказа, поступающего с последующего звена. Основной функцией центра управления является постановка задачи перед конечным звеном производственной технологической цепи. Основные цели "вытягивающей" системы:
предотвращение распространения возрастающих колебаний спроса или объема продукции от последующего процесса к предшествующему;
сведение к минимуму колебания параметров запасов между технологическими операциями;
максимальное упрощение управления запасами в процессе производства путем его децентрализации, повышение уровня оперативного цехового управления, т.е. предоставление цеховым мастерам или бригадирам полномочий оперативно управлять производством и материальными запасами.
Система OPT относится к тянущей логистической системе.
2. Система
Определение затрат по эксплуатации светофорного объекта
Общие затраты по эксплуатации светофорного объекта складываются: – из затрат на техобслуживание и текущий ремонт светофорного объекта . (6.15) – затрат на электроэнергию . (6.16) – амортизационных отчислений . (6.17) где Кб – балансовая стоимость светофорного объекта и пешеходных ограждений (приним ...
Анализ дефектов радиаторов, возникающих в процессе эксплуатации
Для выявления дефектных мест следует заглушить патрубки, а через один из патрубков подвести сжатый воздух под давлением 1;0 кгс/см2. После этого опустить радиатор в ванну с водой. При обнаружении негерметичности поврежденные места запаять. При обнаружении негерметичности в месте соединения остова р ...
Проверочный
расчет привода механизма передвижения тележки мостового крана
Проверка двигателя механизма передвижения тележки на время разгона Определяется момент инерции тормозного шкива: , (2.31) где mт.ш – масса тормозного шкива, mт.ш =4,9кг; r – радиус тормозного шкива, r =0,08м; - коэффициент, учитывающий распределенность массы, =0,6 Момент инерции всех вращающихся ча ...